数年专注于
空压机、储气罐的生产销售与维保
热线电话: 158-4060-5838 |

数年专注于
空压机、储气罐的生产销售与维保
热线电话: 158-4060-5838 |

联系人:孙经理
联系电话:15840605838
网址:www.anonezakka.com
地址:
一部:大连甘井子华北路144号
二部:大连甘井子华北路291号大连华北路五金机电城1楼b-23

螺杆空压机具有结构简单、体积小、没有易损件、工作可靠、寿命长、维修简单等优点,深受广大用用户的喜爱,广泛用于机械、电子、化纤、生物医药、食品、钢铁、石化、新能源等行业。下面带您一起了解一下螺杆式空压机的压缩原理。专业永磁变频空压机(1)吸气过程:电机驱动转子,主从转子的齿沟空间在转至进气端壁开口时,其空间大,外界的空气充满其中,当转子的进气侧端面转离了壳之进气口时,在齿沟间的空气被封闭在主、从转子与机壳之间,完成吸气过程。(2)压缩过程:在吸气结束时,主、从转子齿峰与机壳形成的封闭容积随着转子角度的变化而减少,并按螺旋状移动,此为“压缩过程”。(3)压缩气体与喷油过程:在输送过程中,容积不断减少,气体不断被压缩,压力提高,温度升高,同时,因气压差而变成雾状的润滑被喷入压缩腔,从而达到压缩、降低温度密封和润滑的作用。(4)排气过程:当转子之封闭齿峰旋转到与机壳排气口相遇时,被压缩的空气开始排放,直到齿峰与齿沟的吻合面移至排气端面,此时齿沟空间为零,即完成排气过程。与此同时,主从转子的另一对齿沟已旋转至进气端,形成空间,开始吸气过程,由此开始一个新的压缩循环。夏季因为天气比较热,机械设备运行也面临很大的挑战。注意一下常识:1、夏天气温比较高,将气瓶直接放置于露天,高压气体在烈日的照射下温度上升,体积膨胀,严重的会发生气瓶爆炸造成人员伤亡和财产损失。一旦发生爆炸还会带来二次事故(比如说火灾),使损失变大。2、夏季天气炎热,空压机操作人员穿着单薄且皮肤多汗,相应增加了触电的危险。另外这段时间潮湿多雨,空压机电气设备的绝缘性能有所降低。这就使夏季成为电气安全事故的易发季节。永磁变频空压机维修抓好电气安全另外这段时间潮湿多雨,空压机电气设备的绝缘性能有所降低。这就使夏季成为电气安全事故的易发季节。抓好电气安全防范显得尤其重要。3、夏季雷阵雨天气增多,高大施工机械,如施工升降机、塔吊等,防雷工作要切实做到位。夏季生产的过程中还有许多需要注意的事项,以上几项只是其中的几个方面。“预防为主,安全重要”的方针要求我们要做好安全预防措施,尽量避免或减少危险事故的发生。在工作过程中,只要我们牢记安全这根弦,切实做好各项安全预防措施,尤其是有针对性的安全保护措施,我们的安全生产工作才能防患于未然。
螺杆式空压机异响的原因:螺杆式空压机是一种空气压缩机,有单双螺杆两种。螺杆空压机是一种工作容积作回转运动的容积式气体压缩机械。专业永磁变频空压机气体的压缩依靠容积的变化来实现,而容积的变化又是借助压缩机的一对转子在机壳内作回转运动来达到。空压机在工作的时候有时会发出异响,这是什么原因造成的呢?下面是小编给大家的详细介绍。螺杆式空压机工作时缺油异响的原因是空气紧缩机工作时缺油,使阴阳螺杆直接咬合没有光滑油光滑,金属干摩擦发作啸叫声。喷油空气紧缩机由阳转子直接带动阴转子旋转,可是二者之间并不直接触摸,由喷入机头的光滑油树立油膜,起阻隔效果。因而,关于空气紧缩机来说,光滑油的效果十分重要。空气紧缩机若呈现“缺油”的现象,会导致螺杆转子直触摸摸,发作异响,形成轴承损坏等毛病。但是机头内“缺油”并不一定是光滑油总量缺乏,还有可能是其他原因形成部分缺油和光滑油压力低。直接毛病可能有:运用了不合格的紧缩机光滑油、油气分离罐规划不标准、回油单向阀损坏、回油管装置不妥以及用气量大,超负荷低压运用等。永磁变频空压机维修解决空压机异响的方法是:查看油位,替换油滤,处理毛病部位以及调整体系配置。向紧缩机主机加注光滑油时,尽量让油浸到转子的3/4处。我们需要注意的是在实际操作中,有些人只知道设备工作会由于增加不及时导致螺杆空压机缺油。另外对于那些长期停机不用的空压机,其机头内部油量往往也会缺乏。这时候假如轻率开机,很容易形成瞬间缺油。因此长期停机的螺杆式空压机要先往机头内加足量的油,再开机。螺杆式空压机是一种空气压缩机,有单双螺杆两种。在使用螺杆式空压机时会出现喷油现象,应该如何处理呢?下面是小编给大家介绍的螺杆式空压机喷油的处理办法。螺杆式空压机喷油不但会影响空压机的整体性能,减少其使用寿命,还会导致更多故障的发生。因此当空压机发生喷油故障时,要马上找出原因,并使用有效的方法处理解决。先检查断油电磁阀有无故障,如果断油电磁阀正常,则应进一步检查主排气管逆止阀能否及时关闭或关闭是否正常,如有故障应排除。因为目前双螺杆空压机一般不再安装断油电磁阀,所以喷油的主要原因是逆止阀。逆止阀建议使用不锈钢阀门,因为压缩空气中含有水分,普通的铸铁阀门的氧化腐蚀速度很快,容易造成逆止阀锈蚀卡涩而关闭不严。由于现在的双螺杆空压机一般不安装断油阀,关机后通过止回阀隔断,压向主机的油在机器内部泄压成零时,重力作用下流回油气桶,重锤式止回阀是目前有效的方式。螺杆式空压机一旦断电,电磁阀作用,进气蝶阀关闭,初步隔绝。但是进气蝶阀一般有通气孔或者有间隙,无法完全与外部隔绝,重锤式止回阀紧急关闭,这是有效也是后防止喷油的措施。

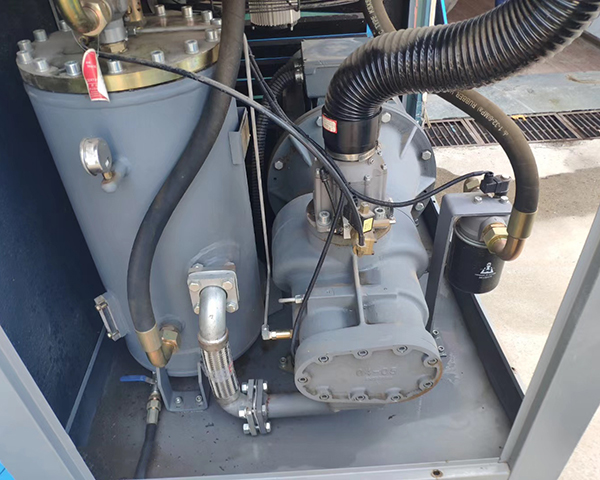
螺杆式压机工作原理:活塞式无油空压机:活塞式无油空气紧缩机由紧缩机主机、冷却体系、调理体系、光滑体系、安全阀、电机及操控设备组成。紧缩机和电机用螺栓固定在底座上,底座用地脚螺栓固定在底座上。专业永磁变频空压机工作过程中,电机经过联轴器直接驱动曲轴,带动连杆、十字头和活塞杆,使活塞在紧缩机气缸内来回运动,完结吸气、紧缩和排气过程。本机为双效果紧缩机,即活塞上下运动,吸气、紧缩、排气。螺杆式空气紧缩机:螺杆式空压机由螺杆头、电机、油气分离筒、冷却体系、空调体系、光滑体系、安全阀和操控体系组成。整机安装在箱内,自备直接放置在水泥地面上,不需要固定在基础上的地脚螺栓。螺杆头是一种双轴容积式旋转紧缩机头。一对高精度主(外)副(内)转子水平平行安装在机壳内。主(外)转子有5个齿,辅佐(内)转子有6个齿。主转子直径大,副转子直径小。牙齿构成一个螺旋,二者彼此啮合。永磁变频空压机维修主、副转子两端分别由轴承支承定位。在运行过程中,电机经过联轴器(或皮带)直接带动主转子。因为两个转子彼此啮合,主转子直接驱动辅佐转子一起旋转。冷却液由紧缩机机壳下部喷嘴直接注入转子啮合部,与空气混合带走紧缩发生的热量,达到冷却效果。同时,构成液膜,防止转子之间的金属与金属直接接触,并闭合转子与机壳之间的空隙。喷发的冷却液还可以降低高速紧缩发生的噪音。螺杆式空气紧缩机的首要部件是螺杆头和油气分离筒。同时,将油注入空压室,冷却并密封螺钉头,光滑螺钉和轴承。紧缩室发生紧缩空气。紧缩后的油气混合物排入油气分离罐。因为机械离心力和重力效果,大部分油从油气混合物中分离出来。空气经过硼硅酸盐玻璃纤维制成的油气分离筒芯,几乎一切的油雾都被分离。从油气分离筒芯中分离出来的油经过回油管返回螺杆头。回油管配有机油滤清器。回油经过机油滤清器过滤后,清洁的机油将流回螺钉头。当机油分离时,紧缩空气经过最小压力操控阀,离开油缸,进入后冷器。后冷器冷却紧缩空气,然后将其送至储气罐供一切用气者运用。冷凝水集中在储气罐中,经过主动排水器或手动排放。

如何应对螺杆空压机产气不足:螺杆空压机在投入生产运作一段时间后会发现在电机运转、空压机向储气罐充气的情况下,气压表指示气压达不到起步压力值,为什么会出现这种情况呢?这是压力不足导致的,如果您发现螺杆空压机气压不足,可以对空压机进行以下检查:1、油水分离器、管路或空气滤清器的沉积物过多而堵塞,应该检查一下油水分离器和空气滤清器及管路内是不是污物太多而造成堵塞,如果是堵塞应立即清理污物。专业永磁变频空压机2、可能是气压表失灵,观察气压表如果指示压力不足,可让电机中速运转数分钟,压力仍不见上升或上升缓慢,当踏下制动踏板时放气声很强烈,说明气压表已经损坏了,这时应维修或更换气压表。3、螺杆空压机排气阀片密封不严,弹簧过软或折断,空压机缸盖螺栓松动、砂眼和气缸盖衬垫冲坏而漏气,检查空压机的排气阀是否漏气,弹簧过软或折断等等根据所查找出的故障来更换或修复损坏部件。4、如果用户增加了需要用气的设备,则用气量就会超过螺杆空压机产气量,说明该机器超负荷工作了。这时候就算它一直产气,也满足不了你的需求。可能你就会认为它产气不足。这种案例是经常存在的,所以请你仔细检查下自己的用气量是不是在近来一段时间增加了。导致储气罐跑油的原因:一、加油过多:加油的时候没有严格规定,有时候可能加过了正常的油位,这样在使用的过程中,就有可能导致油量的消耗河大。二、用气量过大:超负荷的低压运用是指油分处理量和排气量匹配过紧,我们应该使用低压运用的油分产物,这样空压机才能完成它的任务。永磁变频空压机维修三、回油管出现堵塞:有时候长时间不检查回油管路,会出现有异物堵塞,在油分底部的机油是无法回到机头的,这就会导致原来的油滴会被气流吹走的。四、设计标准问题:在设计别离罐的时候,对系统的设计不重视,导致在质量不过关,在油分前的油雾浓度很高,油分负荷过高的话就会对原料的消耗比较大。五、回油单向阀损坏:这样的损坏停机后,油分罐中的压力会使机油压回油分底部,在下次运行的时候,油分底部的机油就无法被使用到机头,就会随着空压机的运转跑出机身之外。

高低压储气罐的区别:储气罐是指专门用来储存气体的设备,同时起稳定系统压力的作用,根据储气罐的承受压力不同可以分为高压储气罐,低压储气罐,常压储气罐。储气罐不同分:碳素钢储气罐、低合金钢储气罐、不锈钢储气罐。专业永磁变频空压机一般由筒体、封头、法兰、接管、密封元件和支座等零件和部件组成。此外,还配有安全装置、表计及完成不同生产工艺作用的内件。按储气压力不同可分为低压和高压两类储气罐。低压储气罐的罐体采用优质高强度钢板焊接成,其其几何容积固定不变为圆筒形或球形,其是通过改变其中燃气压力来储存燃气的,也称定容储罐。高压储气罐可以储存气态燃气,也可以储存液态燃气。根据储存的介质不同,储罐设有不同的附件。高压储气罐的球形罐的耗钢量小,受力均匀。但球形罐的加工、安装和焊接都比圆筒形罐困难,因此,一般只用于储气压力较大的场合。圆筒形罐的两端采用椭圆形或半球形封头。当用椭圆形封头时,为了使封头强度与罐体相等,椭圆长短轴比可取2:1。空压机的十字头怎样避免跑偏:一般情况下,空压机的十字头应该处在机身滑道内的中间位置,并且与整个机身滑道的中线重合,别的情况出现就会导致十字头跑偏或横移的现象,引起敲击和发热。为避免跑偏,所以正确地装配及调整十字头,以防产生故障。(1)检测十字头在滑道内的位置是否正确以及滑道间隙是否合适,必要时进行适当的调整。(2)机身、中体和气缸可用找正定中,也可用激光对中仪找正定中,装配成列,长系列的空压机尤其要采用这一工序,以达到所有中线都能重合。永磁变频空压机维修(3)在完成上述检测工作后,将活塞杆慢慢推进,推入十字头内,避免“别劲”。同时用水平仪放在活塞杆上检查水平变动情况。接上连杆后,慢动握车,检查各部分有无“别劲”,十字头与滑道接触面不翘起,产生间隙。如果存在对角间隙,就表明十字头可能跑偏,应该及时查明原因,并对其进行校正。



